
Assembling an Ender 3 Pro 3D Printer
I've been interested in 3D printing for years, but getting one simply seemed out of my reach. My choices generally fell into one of two camps: Either I would need to spend as much as a high-end laptop, or would need to expense a sizable amount of time and money to build one myself from parts. When consumer 3D printers arrived, they were often limited devices which were more novelty than workhorse.
Then I discovered the Ender 3 Pro. While a sub-$300 printer, it's a capable machine. The resolution is fine enough for my purposes, and requires only a few hours of time to assemble. Unlike many novelty printers, this one could be readily modded for enhanced abilities, and requires no dedicated host computer or phone app to control.
Still, though, you have to build it. Well, most of it.
Start at the beginning or read the latest on the Intro to 3D Printing collection!


Before buying, I decided to do a little research and watch some videos on how to assemble the Ender 3 Pro. Doing this research was part of my decision process, since the assembly process had to meet The HAC metric, otherwise I'd likely never get around to building the damn thing.
Fortunately, this printer comes partially assembled. The critical components, controller board, heating bed -- basically the entire bottom half of the printer -- shipped as one piece. Even better, all the necessary tools are included in the box as well. While they aren't high quality tools, they are better than what you'd get with flat-pack furniture. This makes the process of setting up the printer much less intimidating. The assembly videos I watched also pointed out some pitfalls and confusing parts of the provided instructions.
As always, when you encounter difficulties, you'd likely not to be the first or only person. Search for solutions!
I ordered the Ender 3 Pro online as my local tech store had sold out by the time I made the decision to buy. The box was surprisingly heavy given it's size. On opening, you see the components are well and tightly packed with plenty of foam padding throughout.



The box is organized into two layers. Removing the protective foam on the top reveals the bottom half of the printer, already assembled. Structurally, it's made of several pieces of extruded aluminum. There are three bars running from front to back, and a middle piece which runs left to right, connecting it all together. The middle bar is the longest, and holds the motor and belt assembly which makes up the Enter 3 Pro's Y-axis. The printer bed slides along this construction. Parts of the X-axis gantry also are available in this layer of the box, as well as the control board. Once removed, the bottom layer has more gantry parts, the Z-axis, tools, and other sundries.
Given how neat everything is packed in the box, it's best not to inspect it until you're ready for assembly. Especially since the foam can be inviting for pets to sit and sleep on...



One tip I picked up from the assembly videos I found online was ensure the base was lying flat. Sometimes, the aluminum extrusions can twist on the production line allowing the printer to be only resting on three points instead of four. In uncorrected, it could result in printing artifacts such as layer shifts or a failed print altogether.
Fortunately, correcting the problem at this stage of assembly is really easy! Along each side of the base, there are four bolts which connect the cross member to the rest of the bottom half. Place the printer bottom on a flat reference surface. If you're an engineer, you'd like a piece of machined stone or even a thick piece of plate glass for the most precision. Really, though, any flat table would do.
Using one of the included hex keys, loosen the bolts. Loosen, not remove! We don't need to remove them, we only need them to give us just a little bit of wiggle room. Then, tap each corner of the printer bottom, listening and feeling for it to shift.
Once you're sure the printer bottom has "settled", tighten the bolts until they're sung.
Snug. Not tight.
The aluminum extrusions which make up the printer's frame are not indestructible. If you over-tighten a bolt, you risk breaking the threading, or stripping the bolt hole. This would make it useless. Tighten until it no longer turns easily, then tighten it just a little bit more.


With that finished, you should repeat the tap test one more time just to be sure. Sometimes the action of turning a bolt can actually cause the entire thing to twist, which is much more likely when using power tools or applying a lot of force when tightening.
Next, we need to put on the Z-axis rails. These parts give the 3D printer its 3D by providing the up-and-down axis. Like the rest of the printer, these are made of aluminum extrusions, and these two are the longest. Also, one is slightly different than the other and has additional bolt holes for the power supply. Carefully follow the instructions Ender provided in the box.
The bottom half of the printer also has a dangling bit connected to it via a set of cabling and tubes. This is the extruder assembly, it has a bracket and a heated nozzle (a hot end) which heats the plastic and deposits it while printing. While this assembly isn't delicate, keep it in mind as you attach the rails. You wouldn't want it to fall off the edge of the table and damage the tubing or cabling.
The rails actually attach to the printer from the bottom. You need to place the printer on its side, then thread the bolt up through the bottom half into the rail. The first one is trickier, so you may need someone to hold the printer bottom for you while you get it attached. The next one is easier, since you can use the already attached Z-axis rail as a stabilizer.
Again, be very careful tightening these down as you don't want to strip out the threads.
The power supply is a silver box with an obvious switch and connector with which to attach the power lead. Prior to installation, be sure to check the small, red selection switch. If you're in North America, Japan, or one of several countries which use 120V, you may need to switch the selector appropriately. The power supply is not intelligent enough to do this automatically.
The power supply is fairly easy to install, but the treads in the supply's case are even more delicate than that of the rails. Be very, very careful not to strip these.


With that done, we can attach the control screen for the printer. Two small bolts affix it to the right side of the printer bottom. There's no need to worry about wiring in the connector now, that'll be one of the last things we do. It is important to note, however the circuit board of the display is exposed here, so be careful not to damage it. A common modification is to print a cover to protect this component.
Before moving on, we also need to install the Z-axis limit switch. This tiny switch is pressed when the gantry descends down to the bottom of the available travel, and instructs the printer to stop advancing the Z-Axis motor. Unlike the other parts, this one bolts to the tracks inside the aluminum extrusions using T-nuts. These are rectangular little cuts which follow the shape of the extrusion track. They can be a little frustrating at first, as you need to get the longer side to rest under the lip of the tracks. The switch itself is also very delicate and likely to get snagged. You may want to put a piece of masking tape over it if you're worried about snagging it.
Help us out! Even a few bucks can help us with the next post!
The next part of the assembly is the hardest: the X-axis gantry. This part rides up and down the Z-axis rails on the threaded rod. This part is the most complex part of the build as it requires the most pieces you need to assemble. It's also very, very easy to use the wrong one of the two remaining aluminum extrusions, or put it together backwards or even upside down. While you can follow the provided instructions here, you may want to review some assembly videos, or find community produced assembly instructions to be sure.
There are three parts to the gantry:
- A roller bracket
- The dual motor assembly
- and the extruder assembly
Let's start with the dual motor assembly. One motor on this drives a belt which moves the extruder back and forth on the gantry. The other motor has a pinch roller which grabs the plastic filament and drives it into the extruder via a bowden tube. This is important to note as bowden tube printers have some limitations, notably, they're not good at printing flexible material. We install the flange which holds the tube in place, then bolt the assembly to the gantry. This latter task is tricky, as you need position the bolt on the inside of the two plates, inserting the hex key through come convenient holes to reach the bolts.
I mistakenly put on the roller bracket next, as I was eager to get to something easy. The problem is, you can't have the roller bracket on and mount the extruder assembly. The extruder has to go on first. Given the extruder is already attached to the printer, this increases the awkwardness of working on the gantry. It's frustrating, but we're so close!



Once I removed the roller plate I was able to slide on the extruder assembly. Once I was sure that was all oriented correctly, I reattached the rollers.
With the gantry finished, I jumped back in the instructions and added the Z-axis motor and threaded rod. Like the limit switch, it also installs using a bracket and T-nuts. Avoid tightening these down for the moment. Remove the threaded rod from the protective -- and oily -- sleeve it was shipped in and place it in the coupler. Leave this slightly loose for the moment as well. If you find it too loose, have a friend or use a piece of tape to hold it in place for the next step.
Now, slide the gantry over the Z-axis rails, threading it through the rod at the same time. You can have the Z-axis motor rotate manually with a little bit of effort. As long as you don't force it, you won't damage the motor. I found it best to move the gantry down half-way before tightening down the Z-axis motor and rod. I then moved the gantry up and down a bit to be sure it wouldn't bind at any point in the travel.
By now you probably have figured out one of the tricks to getting all of this to work and be aligned properly. We don't ever try to force the machine as we assemble it. We let gravity and the tension between the components to the work for us. All we do is tighten it down at an opportune time in assembly, and make sure it stays that way throughout.
At this point, I also added the belt tensioner. It's a little bracket with a toothed roller which slides into the end of the gantry. It's on the same side of the machine as the roller plate, but facing the front, not the back. Some instructions suggest doing this prior to placing it on the machine, but I found it easier on the machine, as the rod and Z-axis motor held it in place. Insert the tensioner to the gantry but do not tighten it down yet. Thread in the belt, with the toothed side facing the inside of the gantry. This part is rather tricky, and you may feel you're stretching the belt too much. One seated, pull on the tensioner to make the belt taught, then tighten down the bolts. Then, manually move the extruder head back and forth on the gurney to ensure that it travels as expected.


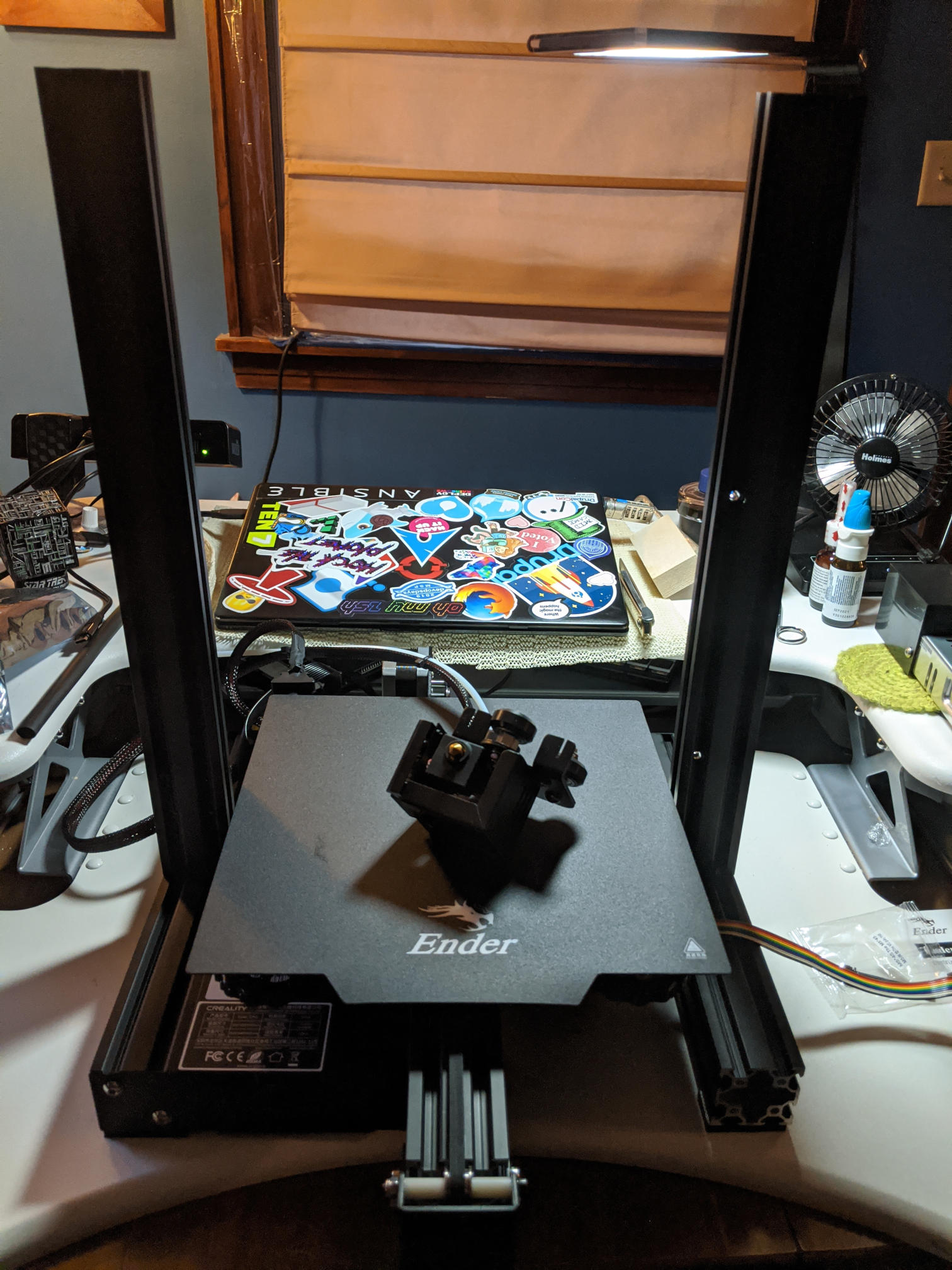
It's starting to look like a printer now! What's left is to add the top piece. It bolts in from the top down. By now you should be familiar with the mantra of snug not tight, and not all the way yet. And you're right! Here is where we need to align the machine.
Place the remaining extrusion on the top and bolt it down shy of snug. You may choose to also attach the filament roller to the top using T-nuts at this point. It's not structural, so this can be done now or later.
This was the only time I felt I needed a tool not provided out of the box. A small machinist's square or L-ruler can be used to determine of the two Z-axis rails are parallel. If you don't have either, a piece of paper may be used, but the tools are far easier. Place the square into each corner, and then compare them against a light. If the rails aren't parallel, you'll see a gap where the light shines through. Typically, one side will have a gap in the corner, the other will have one along one of the edges.
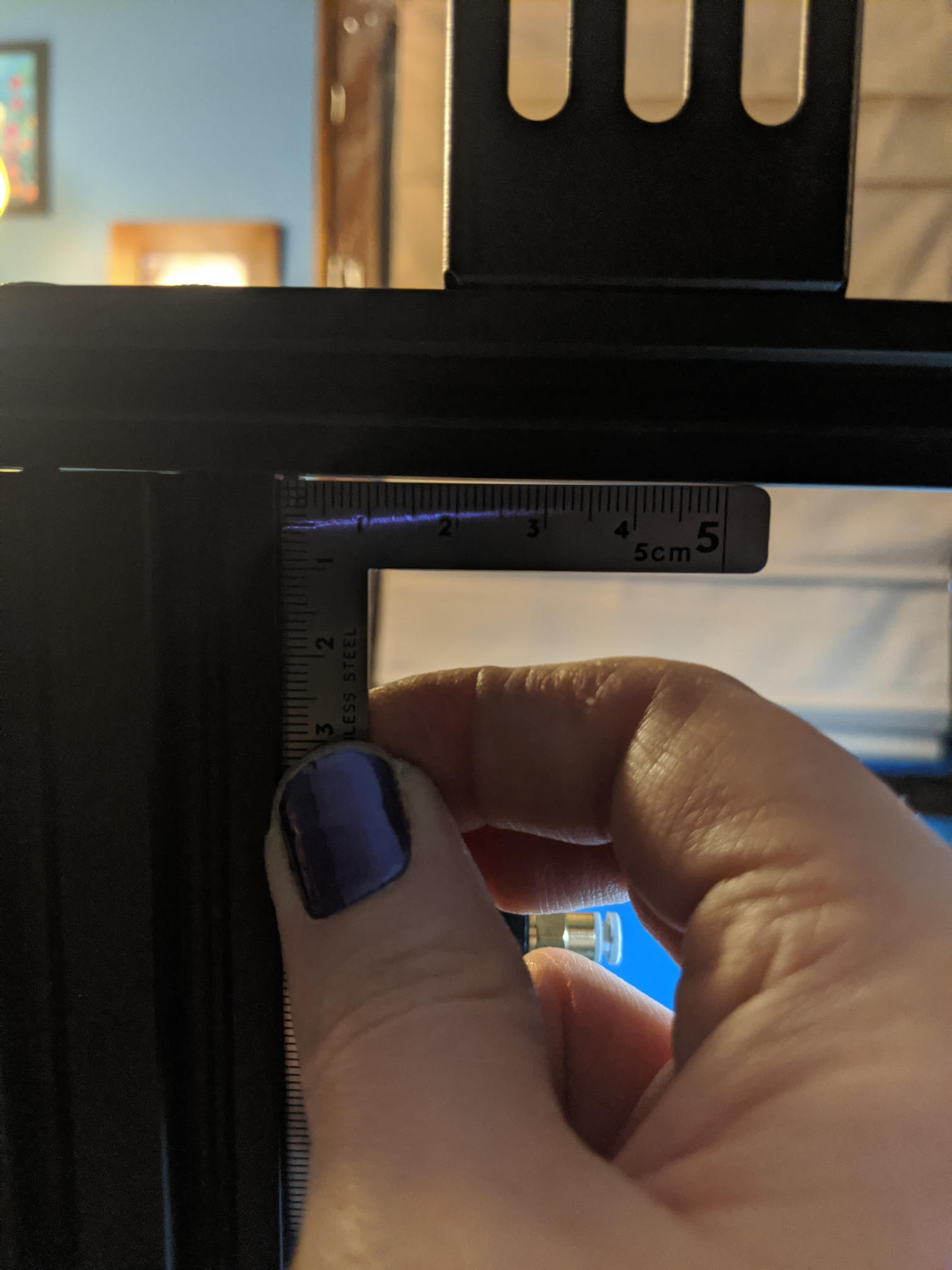

Force isn't necessary here. A light tap with your palm will likely do all the alignment you need. Compare it against the square once more. If there are no gaps, tighten down the bolts on the top extrusion. This is also the perfect time to check all the other bolts and make sure they're all tightened down well.

The last step is to wire everything together. While there are a lot of wires, they are all helpfully labeled and use jacks and sockets. Match the letters together, and seat the connectors. The display and the power connector have different form factors from the rest, so it's impossible to get them in the wrong places. If you haven't connected the bowden tube rom the extruder and the dual motor assembly yet, do so now, place the retaining clips, and tug on them gently to make sure the tube is held fast. Insert the provided memory card into the slot on the front of the machine, pin-side up.
Then, at last, the most satisfying moment of the entire build: pulling off the plastic from the screen.
At this point, the construction of the printer is done! You might think that we can just flip the printer on, load some filament, and start a print, but there's another procedure we need to do first. Despite the fact the print bed was part of the pre-assembled part of the printer, it doesn't mean that it's aligned to the the extruder. After all, we assembled the Z-axis, gurney, and all the components from that point up. Despite our best efforts, it's unlikely the printer bed maintains the same distance from the hot end for the full X and Y of the possible travel. Furthermore, time and operation can introduce twist of the bed with respect to the hot end. 3D printer manufacturers know this, and make the print bed adjustable.
The act of aligning the bed for the full X/Y travel of the hot end is called leveling the bed, or just leveling. Some expensive printers do this automatically, while others, like the Ender, need to be leveled manually. Under each corner of the bed is a plastic thumbwheel helpfully labeled "UP" and "DOWN". But...how do we know we're level with respect to the hot end? Do we need another tool? Well, yes. You do.
A piece of paper. Yes, really. That's it.
Here's the procedure:
- Move all the thumbwheels in the direction indicated by "DOWN" 1 to two full rotations.
- Turn the printer on.
- Under Prepare, select Auto Home.
- Try to slip the paper under the hot-end. If it doesn't fit, move the thumbwheel in the direction indicated by "DOWN".
- Once the paper is under the hot-end, move it back and forth. Move the thumbwheel "UP" until you feel it being caught by the nozzle.
- Under Prepare > Move Axis, move the X and/or Y axis to the next corner, and repeat the paper test. Continue until all corners are leveled.
After a while, you may find the paper clumsy, or inaccurate. If you're looking for an upgrade, a good tool to get is a feeler gauge, which replaces the paper with a precisely sized piece of metal. Typically, you can find them online or at some hardware and automotive stores for under $10. In practice, it works the same way as the piece of paper. select the thickness, pull it out of the handle, and try to slip the blade under the hot end.
With the bed level, we can load the filament into the printer. This too is a little procedure. While you can use the provided sample amount of filament that came with the printer, I highly recommend getting a full roll of PLA filament instead. You'll be able to print more, and the amount of sample filament is barely enough to print anything anyways.
- Place the filament roll on the holder we installed at the top of the printer.
- Using the side cutters, cut the end of the filament at an angle, giving the leading edge of the filament a sharp point.
- On the printer's menu, go to Prepare > Move Axis, and move the Z-axis up and away from the print bed. It need not be much, but it should be enough to get your hand under there.
- On the dual motor assembly, Locate the tiny little inlet hole on the left side.
- On the top of the extruder motor, pinch the plastic handle on the top. This releases the pinch roller so we can slide in the filament.
- Slide in the filament. It can be a little bit of a challenge to thread it through the second inlet hole which leads to the bowden tube. Be patient and it will eventually go in.
- Once in the tube, keep pushing in filament until it stops.
- On the printer's menu, go to Prepare > Preheat your_filament_type. This is necessary as the extruder motor will not operate until the hot-end is heated up as a safety feature.
- Under Prepare > Move Axis, move the extruder axis (yeah, it's weird) until the filament comes out of the hot end.
- When it does, back up the extrusion axis one notch. This is called retraction.
- Clear away the extruded plastic with your fingers, and you're ready to print!
With the bed leveled and the filament loaded, we're ready to print. Thankfully, Ender included a few sample prints on the included SD card. The names are CAT, DOG, and PIG, but here's what they really are:
- CAT is a maneki neko, a good luck cat USians may recognize from Chinese and Japanese restaurants. It's a good demonstration of texture.
- PIG is a small piggy bank. This is a good accuracy test as it's hollow and the walls of the print are quite thin.
- DOG is...a dog. It's done in a cute, Pixar-like style, and is designed to be a good all-around test of the printer.
The dog model also takes the least time to print, so let's use that one. There are actually several more models on the SD Card, but those require a process called slicing which we'll cover in a future post.
To print:
- On the printer's menu, select Print from Tf card.
- Locate the desired model, and press down to select.


Assembling the Ender 3 Pro takes several hours and can be accomplished in an afternoon. While nearly everything you need is provided out of the box, a full roll of filament, and small machinist's square can make things much easier and more accurate. If you want to get a feeler gauge as well, go ahead, but I found developing a feel for the machine first using sheets of paper added considerable insight.
Once assembled, the printer is capable of delivering quality prints for a variety of sizes. Many of the printer's issues or lack of features can be corrected for using easily available mods, making this printer a good investment for the money. I've already found uses for prints beyond mere objet d'art. Small tools, jigs, and holding devices can be readily printed instead of purchased.
We're just getting started on our 3D printing journey. Next time we'll explore how to download models and print them out using free and open source software.
This post was created with the support of my wonderful supporters on Patreon.
If you like this post, consider becoming a supporter at:
Thank you!!!





